ТОВ «Завод Решіткового Настилу» займається виготовленням та постачанням арматурної сітки для будівництва.
Вироби виготовляються відповідно до ТУ У 25.1-41336154-002:2020 за стандартним або ж індивідуальним кресленням замовника.
Обладнання дозволяє зварювати арматурні прутки діаметром від 5 до 16 мм, які виготовлені відповідно до вимог ДСТУ 3760, ГОСТ 6227, ГОСТ 3282, ГОСТ 5781, ГОСТ 10884, DIN 488-1, BDS 4449, SR EN 438-1.
Матеріалом для арматурної сітки є пруток таких марок, як:
- Вр-1 – холоднодеформована;
- А ІІІ 20 Г 2 С – гарячекатана;
- А ІІІ 25 Г 2 С – гарячекатана;
- А 240 – гарячекатана;
- А 400 С – гарячекатана;
- А 500 С – гарячекатана;
- В 500 С – холоднодеформована.
Арматурна сітка об’єднує робочу та розподільчу арматуру і складається зі сталевих прутків діаметром від 5 до 16 мм включно, розміщених в двох взаємно перпендикулярних напрямках і з’єднаних в місцях стиків методом контактного точкового зварювання.
Зварні сітки виготовляються з кроком між окремими повздовжніми прутками від 100 до 150 мм та кратне їм та поперечними прутками з нерегульованим кроком в 1 мм від 50 мм до 400 мм; ширина карти сітки за осями крайніх прутків від 1200 мм до 2750 мм, довжина карти сітки від 2000 мм до 6000 мм.

Для виготовлення арматурної сітки використовують прутки різного діаметру. Легкі решітки отримують у випадку, якщо діаметр прутка не перевищує 10 мм, а важкi, якщо діаметр прутка становить від 12 до 16 мм.
Карти арматурної сітки можуть бути квадратними та прямокутними, при цьому в одному напрямку, відповідно до ТУ завжди розміщуються прутки з однаковим діаметром. Використання готових до монтажу арматурних сіток є альтернативою сіткам плетеним та в’язаним за допомогою дроту. Такі сітки суттєво полегшують, пришвидшують та здешевлюють процес будівництва.
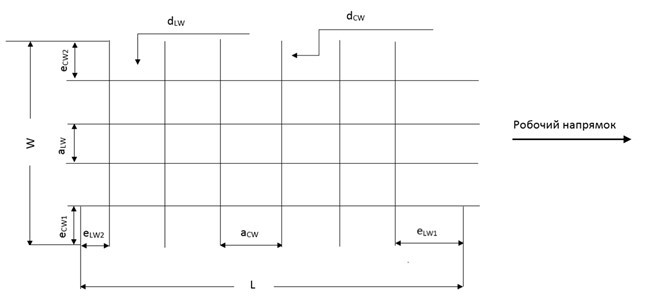
L – довжина сітки, W – ширина сітки, aLW – повздовжній інтервал, aCW – поперечний інтервал, dLW – діаметр повздовжнього прутка, dCW – діаметр поперечного прутка, eLW1 – виступ повздовжнього прутка спереду, eLW2 – виступ повздовжнього прутка позаду, eCW1 – виступ поперечного прутка справа, eCW2 – виступ поперечного прутка зліва
Таблиця 1 – Розміри сітки
| # | Найменування розміру | Значення, мм |
|---|---|---|
| 1 | L – довжина сітки | 2000 – 6000 |
| 2 | W – ширина сітки | 1200 – 2750 |
| 3 | aLW – повздовжній інтервал | |
| кратність кроку повздовжного прутка 100 мм | 100 / 200 / 300 / 400 / 500 / 600 / 700 / 800 / 900 / 1000 | |
| кратність кроку повздовжного прутка 150 мм | 150 / 300 / 450 / 600 / 750 / 900 / 1050 / 1200 | |
| 4 | aCW – поперечний інтервал* | 50* – 400* |
| 5 | dLW – діаметр повздовжнього прутка | 5 – 16 |
| 6 | dCW – діаметр поперечного прутка | 5 – 16 |
| 7 | eLW1 – виступ повздовжнього прутка спереду | 10 – 80 × dLW – діаметр повздовжнього прутка |
| 8 | eLW2 – виступ повздовжнього прутка позаду | 10 – 80 × dLW – діаметр повздовжнього прутка |
| 9 | eCW1 – виступ поперечного прутка справа | 5 – 80 × dCW – діаметр поперечного прутка |
| 10 | eCW2 – виступ поперечного прутка зліва | 5 – 80 × dCW – діаметр поперечного прутка |
| Примітка. *Кратність кроку поперечного прутка без крокового регулювання 1 мм від 50 мм до 400 мм. | ||
Можливі розміри випусків повздовжніх прутків – 10 – 80 × dLW – діаметр повздовжнього прутка.
Можливі розміри випусків поперечних прутків – 5 – 80 × dLW – діаметр повздовжнього прутка.
У залежності від потреб чи завдань замовника арматурні сітки можуть випускатися без зовнішніх випусків.
До основних переваг використання арматурної сітки відносять наступні:
- виготовлені на високотехнологічному та високоточному сучасному обладнанні методом контактного точкового зварювання;
- велика міцність в місцях зварювання та витримування значних навантажень на розтягування та розрив, значна стійкість до руйнування;
- дають можливість значно прискорити продуктивність праці та виконання робіт в будівництві чи інших місцях застосування;
- скорочення затрат праці та зниження кошторисної вартості робіт в 2 – 3 рази в будівництві чи інших місцях застосування;
- відсутність відходів на будівництві за рахунок можливості використання арматурної сітки нестандартних розмірів;
- широкий асортимент, Можливість виготовлення сітки нестандартних розмірів за індивідуальним замовленням;високі стандарти якості;
- мінімальні терміни виготовлення.
Хрестоподібні з’єднання прутків в місцях перетину здійснюються на високотехнологічному та високоточному сучасному обладнанні методом контактного точкового зварювання.
На сітках з робочими прутками з гладкої сталі класу А-1 повинні бути зваренні всі перетини прутків. Сітки з робочими прутками періодичного профілю допускають зварювання перетинів прутків через один або два перетину у шаховому порядку, якщо це було вказано у кресленнях на сітку. У сітці допускається наявність не більше двох незварених перетинів прутків площі 1 м2 сітки з числа перетинів, що піддаються зварюванню. Прутки у місцях зварювання повинні мати розривне зусилля або тимчасовий опір розриву не нижче, як вказано у ДСТУ Б В.2.6-168. Міцність зварних з’єднань прутків повинна відповідати вимогам ДСТУ Б В.2.6-168.
Якщо до зварних з’єднань прутків, що розташовані в двох або одному напрямі, не виставляють вимог рівноміцності, бракувальне навантаження при випробуванні повинно бути не менше 50 % розривного зусилля прутків або тимчасового опору на розрив арматурної сталі меншого діаметру. Хрестоподібне з’єднання прутків сітки не повинно руйнуватися від ударних впливів при вільному падінні сіток з висоти 1 м. Стикові зварні з’єднання прутків виконуються методом контактного точкового зварювання на сучасному обладнанні. Міцність стикових зварних з’єднань прутків повинна відповідати вимогам ДСТУ Б В.2.6-168. Робоча арматура на довжині прутка 6 м не повинна мати більше двох стикових з’єднань. Стикові з’єднання прутків одного напрямку в межах кроку арматури в іншому напрямку допускаються не менше ніж через три прутки.
 ЗВЕРНІТЬ УВАГУ, ЩО ТИП АНТИКОРОЗІЙНОГО ЗАХИСТУ ВПЛИВАЄ НА ВАГУ РЕШАТКИ.
ЗВЕРНІТЬ УВАГУ, ЩО ТИП АНТИКОРОЗІЙНОГО ЗАХИСТУ ВПЛИВАЄ НА ВАГУ РЕШАТКИ.